Замок ювелирной цепи "Карабин"

Назначение Данный комплект ювелирных ручных штампов, предназначен для изготовления ювелирной фурнитуры замка-карабина (замок для ювелирной цепи «КАРАБИН»), мелкими и средними партиями, из листового проката толщиной 1,0-1,2мм. Изготавливаемая деталь – ювелирный замок КАРАБИН, предназначен для застёгивания (соединения концов) ювелирной цепочки или браслета. Данная разновидность ювелирного замка наиболее прочная и надежная и способна выдержать больший вес изделия, также считается, что пользоваться замком-карабином легче (открыть или закрыть замок одной рукой). Замок карабин состоит из трёх частей: корпуса, сердечника-фиксатора, и пружины вставленный в сердечник-фиксатор. Достоинствами ювелирного замка-карабина, помимо надежности и практичности, возможно, отнести ремонтную пригодность этой застежки ювелирной цепи, т.е. разборку, ремонт (пайка истертых частей замка, а также замена поврежденной или изношенной пружины) с последующей сборкой замка-карабина. Вырубаемое изделие – замок для ювелирной цепи «КАРАБИН», браслета – «КАРАБИН», ювелирный замок-карабин, замок-карабин ювелирный, карабин - замок для ювелирной
цепи.

Длина 11,7мм
Ширина 4,5мм
Вес готового ювелирного замка «КАРАБИН» 11,7х4,5 мм в сборе
Au 585º - 0,7гр.
Ag925º - 0,5гр.
Для изготовления ювелирного замка карабина в комплект входит три штампа: 1. Штамп формообразующий ручной «корпус ювелирного замка «КАРАБИН» (корпус ювелирного замка изготавливается в облегчённом варианте) предназначен для изготовления корпуса замка-карабина (формирования элемента крючка зацепления, используется
прокат металла толщиной 1,0мм).

2. Штамп формообразующий ручной «сердечник-фиксатор ювелирного замка «КАРАБИН» предназначен для изготовления сердечника (формирования элемента сердечника-
фиксатора, используется прокат металла толщиной 1,2мм).
.jpg)
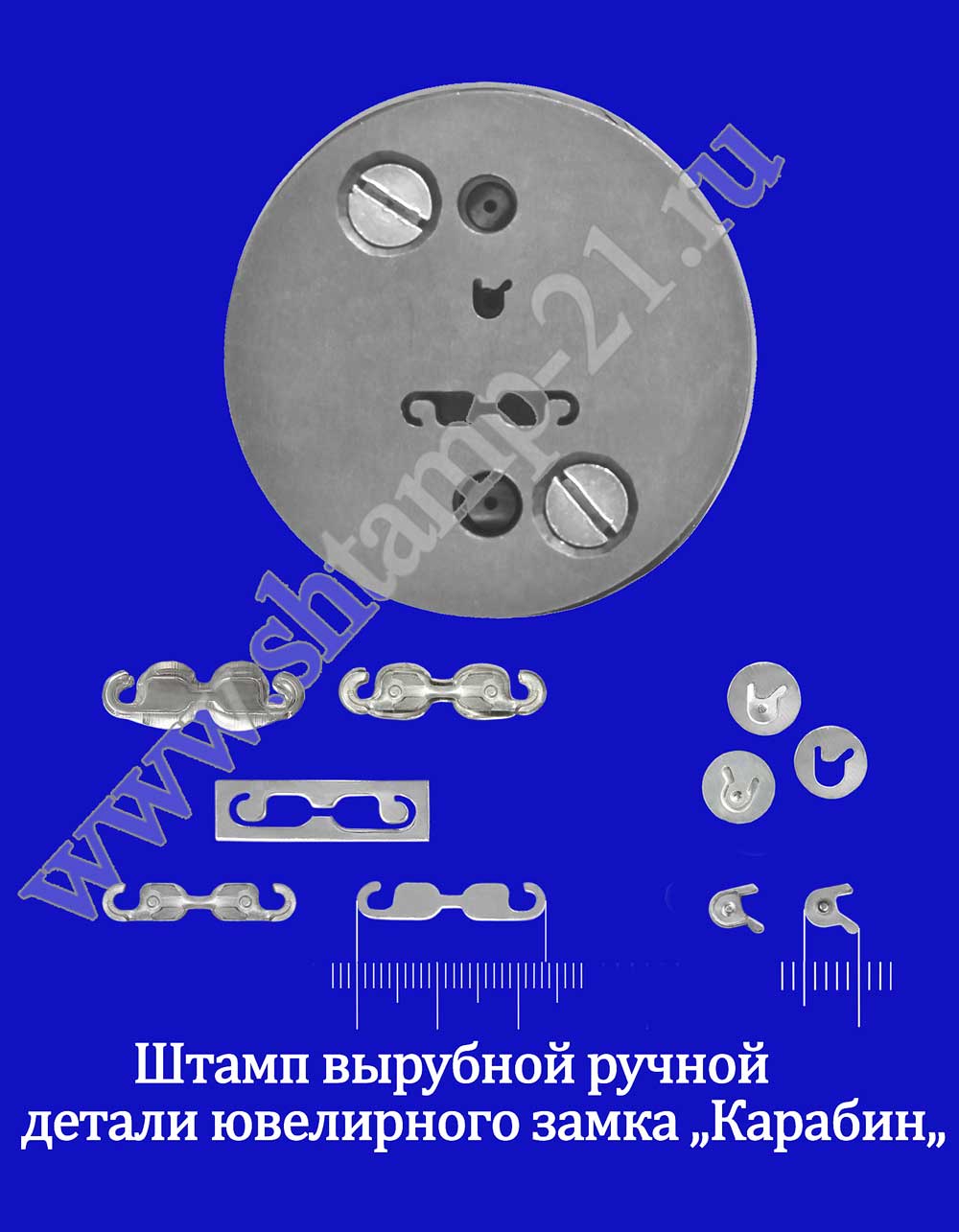
3. Штамп вырубной ручной предназначен для просечки (вырубки) корпуса и сердечника-фиксатора ювелирного замка.
Применение Здесь важны два условия: Качественный прокат. Пресс гидравлический с ручным или электроприводом, minусилием 30т. Все условия одинаково сильно влияют на производственный процесс. Данный комплект ювелирных штампов применяются в мелкосерийном и среднесерийном производстве, в частных ювелирных мастерских. Что касается заготовки, то материал должен быть достаточно отожжён, чтобы облегчить процесс изготовления заготовок. В качестве идеальной термообработки рекомендуем нормализацию проката в печи. Это также даст приемлемую износостойкость деталей в составе изделия. В мелкосерийном производстве чаще применяют ручной гидравлический пресс, который пригоден для выполнения многих операций: вырубки, гибки, глубокой вытяжки и.д. Самая частая причина поломки ручных вырубных штампов - неровная подлежащая поверхность. Таким образом, всегда, располагайте штамп на стальной шлифованной станочным методом жесткой поверхности без перекосов! Штамп обеспечивает точность формообразования заготовок и их свойств, для дальнейшей работы. Общее правило выбора оборудования звучит так: учитывать особенности конструкции штампа и технологический комплекс в целом, соизмеряя затраты на его приобретение и содержание с серийностью производства. Сравнительная характеристика Конкуренцию комплекту ювелирных штампов для изготовления ювелирного замка «КАРАБИН», в данном случае составляет метод литья по выплавляемым моделям. Преимущества штамповки в этой области сводятся к следующему: -качество изготавливаемого ювелирного замка-карабина, методом штамповки лучше, чем изготовление его методом литья по выплавляемым моделям. Особенно это видно на примере, сравнивая небольшие по размерам ювелирные замки «КАРАБИН», изготовленные методом литья (нередко при открытии ювелирного замка-карабина изготовленного методом литья по выплавляемым моделям, происходит вылет сердечника-фиксатора с пружиной из корпуса замка). Это происходит по причине образования люфта на месте фиксации сердечника-фиксатора с корпусом, из-за усадки металла на деталях замка-карабина: корпусе и сердечнике-фиксаторе (как правило, при изготовлении резиновой формы используют готовый замок, изготовленный методом штамповки, не учитывая при этом усадку металла) при литье и их дальнейшей механической обработки шлифовки и полировки. -при изготовлении замка-карабина методом штамповки, возможно, использовать минимальное количество металла. -поверхность замка-карабина изготовленный технологией штамповки, имеет максимальную плотность; металл не имеет скрытых дефектов и нуждается в минимальной доработке. -скорость получения детали штамповкой на несколько порядков выше, чем при отливке Вы можете изготовить ювелирный замок карабин в течение нескольких минут. -износостойкость проката предсказуема и превышает износостойкость изделий изготовленных методом литья по выплавляемым моделям. -экономия расходных материалов, которые используются при литье (воск, формовочная масса, и т.д.), электроэнергии, рабочего времени и рабочего пространства. Что делать, если такого ювелирного штампа, как вы хотите, у нас нет? В этом случае мы можем изготовить штамп на заказ по образцу, чертежу или эскизу заказчика. Процесс изготовления ювелирного замка «КАРАБИН» с использованием комплекта штампов.
- Приготовить прокат толщиной 1мм и 1,2мм ширина и длина проката согласно габаритов деталей замка.
- Вырубить «корпус ювелирного замка «КАРАБИН», (далее корпус замка) применяя штамп вырубной ручной (используя прокат толщиной 1,0мм).
- Вырубленную заготовку корпуса замка, поместить в штамп формообразующий ручной «корпус ювелирного замка «КАРАБИН» (при этом заготовку корпус замка, нужно совместить в штампе с рабочей частью формообразования), штамп поместить в гидравлический пресс, произвести формование.
- Далее, у сформованной заготовки корпус замка, нужно по контуру обрубить излишний металл, для этого совмещаем заготовку в матрице вырубного штампа и производим вырубку. Если в процессе вырубки заготовка (корпус замка) деформировалась, нужно, повторно произвести формование в штампе формообразующем ручном «корпус ювелирного замка «КАРАБИН» (заготовка готова).
- Приготовленный прокат толщиной 1,2мм ширина и длина проката согласно габаритов заготовки «сердечник-фиксатор ювелирного замка «КАРАБИН», далее сердечник-фиксатор, поместить в штамп формообразующий «сердечник-фиксатор ювелирного замка «КАРАБИН» (при этом металл, нужно совместить в штампе с рабочей частью формообразования), штамп поместить в гидравлический пресс, произвести формование.
- Далее, у сформованной заготовки сердечник-фиксатор, нужно по контуру обрубить излишний металл, для этого совмещаем заготовку в матрице вырубного штампа и производим вырубку (заготовка готова).
- Изготавливаем у детали сердечника-фиксатора, места для фиксации пружины, для этого используем инструменты штихель или бор – в изготовленные пазы помещаем пружину.
- Сгибаем заготовку корпуса замка, производим пайку на месте крючка.
- Вставляем сердечник-фиксатор с пружиной в корпус ювелирного замка, фиксируем (поджимаем), полируем.
- Ювелирный замок «КАРАБИН», готов к установке в ювелирное изделие.