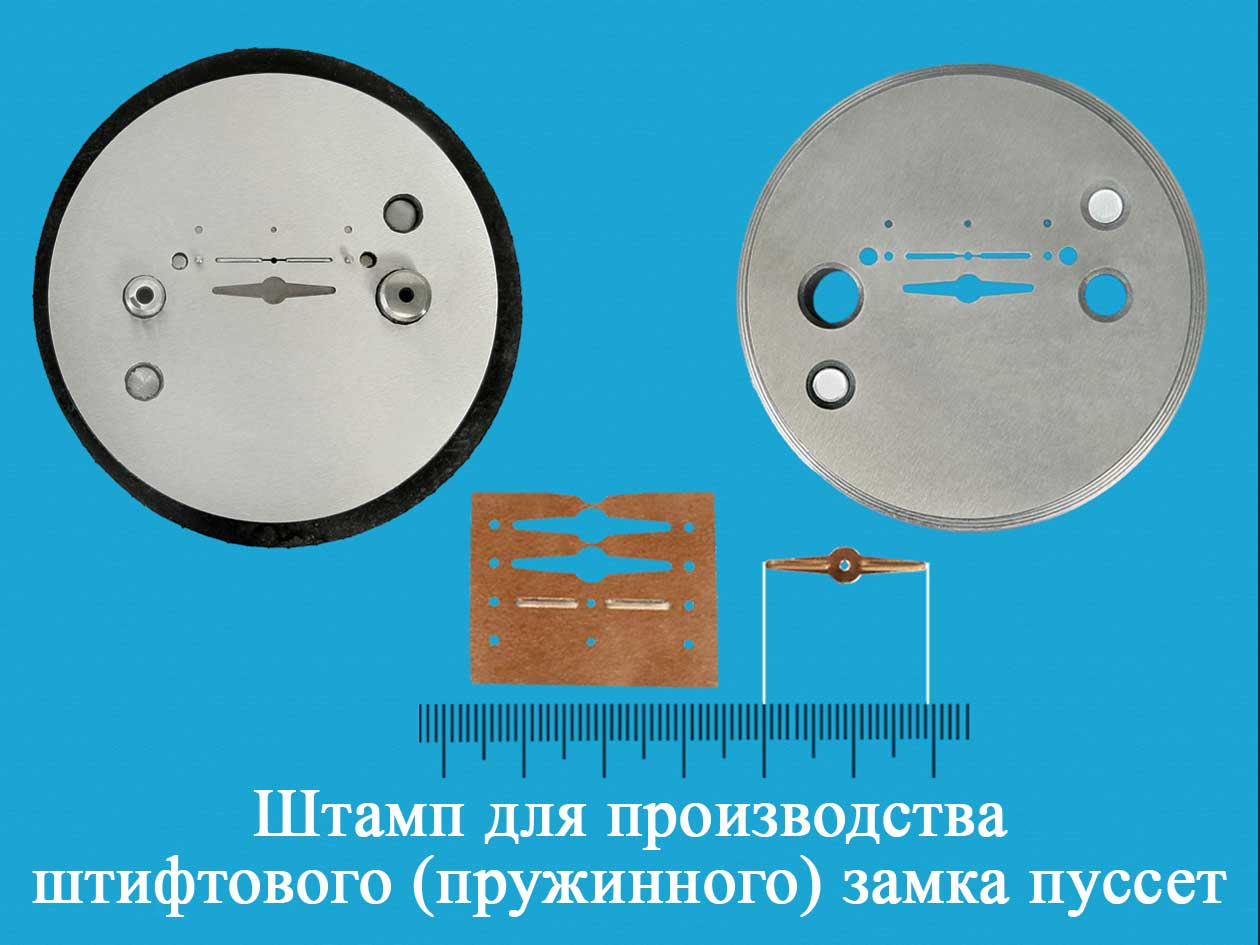
Штамп для изготовления замка "пуссеты"
Назначение
Данный штамп ювелирный вырубной (просечной), предназначен для изготовления мелкими и средними партиями деталей простого профиля с отверстием - штифтовой (пружинной) замок пуссет, из тонкого листового проката толщиной 0,2-0,25 мм. Изготавливаемая деталь – штифтовой (пружинный) замок серьги пуссеты. Также возможно проектирование и изготовление штампа для производства винтового замка пуссет. Вырубаемая деталь – пружинный (штифтовой) замок пуссет. Длина 19,1 Ширина 4,3 мм

По конструкции пуссета состоит из трёх элементов:
- Декоративной детали, украшением которой могут служить такие элементы как полые сферические шарики, каст для крепления вставки (в данном случае накладок различной формы) и т.д.;

2. Штифта, на конце которого имеется коническое округление с поперечной канавкой, которая служит для фиксации штифтового (пружинного) замка пуссет или резьба для фиксации винтового замка пуссет; 3. Замок пуссеты делятся на две категории в зависимости от конструкции: пружинным (штифтовым) или винтовым механизмом (зажимом). В первом случае фиксирующий элемент просто надевается на штифт до щелчка, во втором он заворачивается по резьбе на штифте. Оба способа надежны и при аккуратном обращении полностью исключают потерю частей украшения.
Применение
Здесь важны три условия: Качественный прокат. Пресс пневматический. Штамп вырубной просечной ювелирный. Все три условия одинаково сильно влияют на производственный процесс. Данный ювелирный штамп вырубной-просечной применяются в мелкосерийном и среднесерийном производстве, в частных ювелирных мастерских. Что касается заготовки, то материал должен быть достаточно отожжён, чтобы облегчить процесс вырубки. Толщина проката 0,2-0,25 мм и ограничена конструкционными особенностями штампа. Однако, не следует использовать совсем мягкие материалы заготовок (чистое золото, чистое серебро), поскольку для качественной вырубки желательна определённая жесткость, приводящая к ровному реза проката в месте разреза без образования облоя на детали. В качестве идеальной термообработки рекомендуем нормализацию ленты в конвейерной печи после прокатки. Это также даст приемлемую износостойкость деталей в составе изделия. В мелкосерийном производстве чаще применяют ручной винтовой пресс или ручной эксцентриковый пресс, которые пригодны для выполнения многих операций: вырубки, гибки, глубокой вытяжки и.д. Самая частая причина поломки ручных вырубных штампов - неровная подлежащая поверхность. Таким образом, всегда, располагайте штамп на стальной шлифованной станочным методом жесткой поверхности без перекосов! Штамп обеспечивает точность формообразования заготовок и их свойства для дальнейшей работы. Общее правило выбора оборудования звучит так: учитывать особенности конструкции штампа и технологический комплекс в целом, соизмеряя затраты на его приобретение и содержание с серийностью производства.
Сравнительная характеристика
На самом деле, никаких альтернативных методов получения тонколистовых штампованных ювелирных изделий не существует! Что делать, если такого ювелирного штампа, как вы хотите, у нас нет? В этом случае мы можем изготовить штамп на заказ по образцу, чертежу или эскизу.