Штамп концевик для ювелирной цепи
Назначение
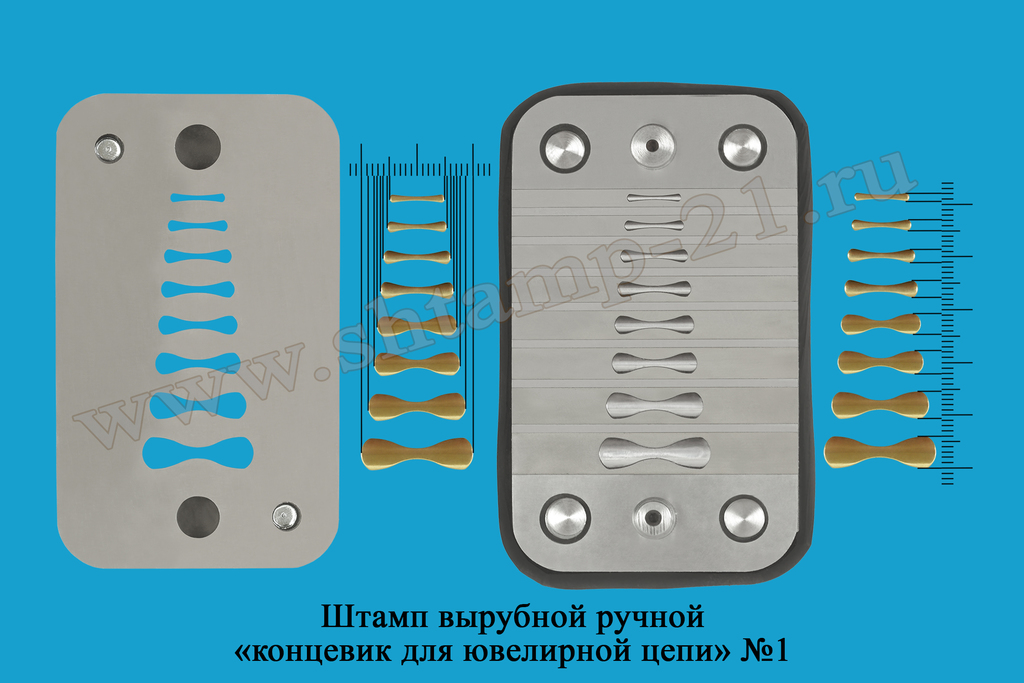
Штамп ювелирный вырубной (просечной), предназначен для изготовления мелкими и средними партиями деталей простого профиля без отверстий, из тонкого листового проката толщиной от 0,2 – 0,6 мм. Изготавливаемая деталь - концевик для ювелирной цепи (оконцеватель для цепи, ушко цепи, наконечник цепи) для соединения звеньев цепей, браслетов с замком.Вырубаемая деталь – концевик для ювелирной цепи (оконцеватель для цепи, ушко цепи, наконечник цепи):
Размеры вырубок Размеры вырубок Размеры вырубок
"концевик ювелирной цепи №1" "концевик ювелирной цепи №2" "концевик ювелирной цепи №3"
1.5 * 10.0 мм 3.5 * 13.8 мм 7.0 * 20.6 мм
2.0 * 11.0 мм 4.0 * 15.7 мм 8.0 * 27.5 мм
2.5 * 12.5 мм 5.0 * 18.0 мм 9.0 * 30.0 мм
3.0 * 13.5 мм 6.0 * 20.6 мм 10.0 * 32.5 мм
3.5 * 13.8 мм 7.0 * 24.6 мм 11.0 * 36.5 мм
4.0 * 15.7 мм
5.0 * 18.0 мм
6.0 * 20.6 мм
Состоит из пуансона, направляющей (по форме пуансона) и матрицы. Также возможно изготовление концевика для ювелирной цепи на заказ (другой формы, размера) по образцу, чертежу или эскизу.



Применение
Здесь важны три условия:- Качественный прокат.
- Пресс винтовой ручной или пресс реечный.
- Штамп вырубной (просечной) ювелирный.
Сравнительная характеристика
Конкуренцию вырубному штампу концевик для ювелирной цепи (оконцеватель для цепи, ушко цепи, наконечник цепи) в данном случае составляет метод литья по выплавляемым моделям. В частности это касается изготовления деталей, форма которых тяготеет к плоскости. Преимущества штамповки в этой области сводятся к следующему:- возможно применить очень тонкий прокат, следовательно, масса изделия может быть сильно снижена по сравнению с литьём;
- возможна передача более тонких деталей рельефа по сравнению с литьём;
- поверхность изделия имеет максимальную плотность; металл не имеет скрытых дефектов и нуждается в минимальной обработке;
- скорость получения детали штамповкой на несколько порядков выше, чем при отливке;
- износостойкость проката предсказуема и в несколько раз превышает износостойкость большинства отливок.