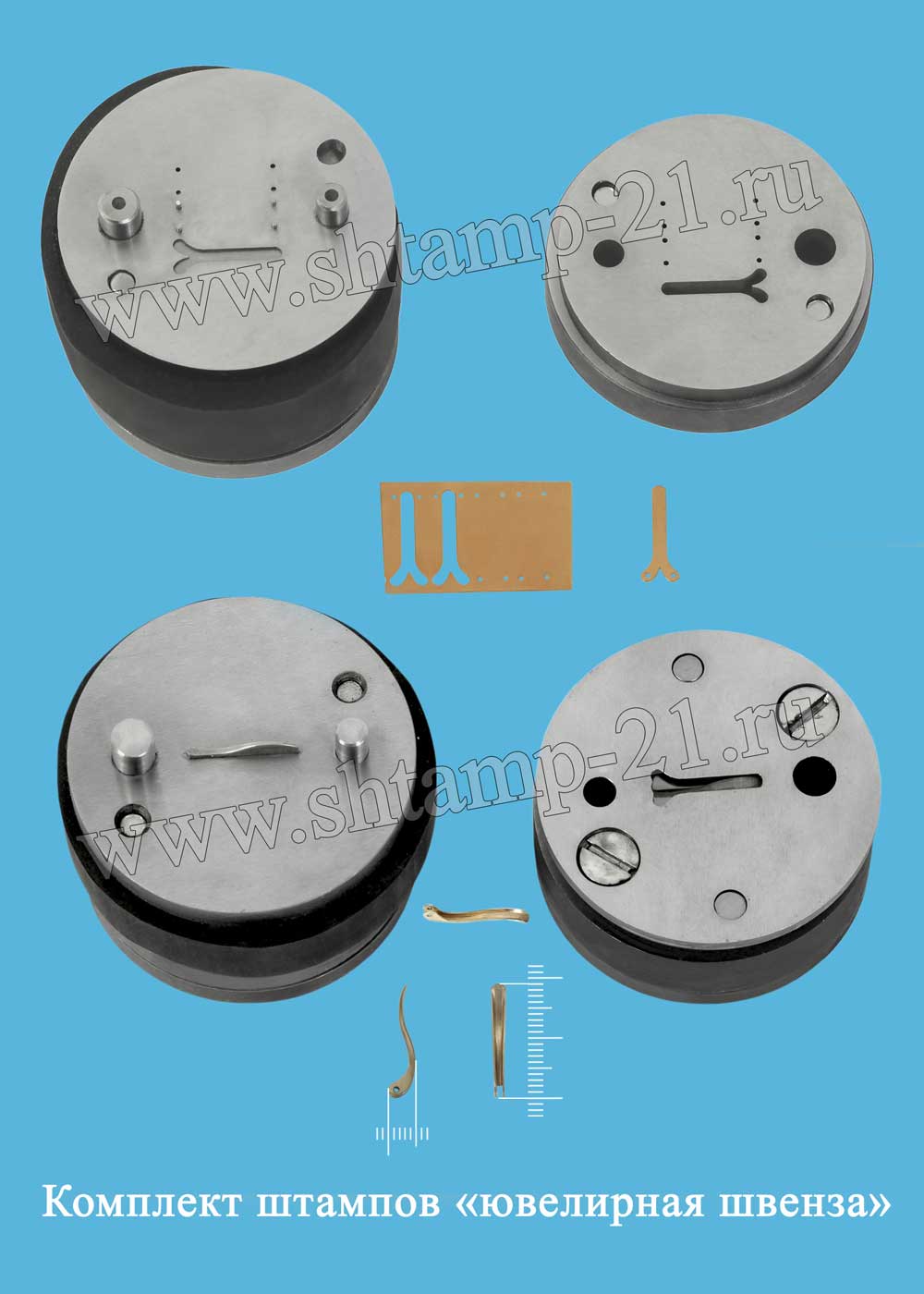
Комплект состоит из штампа вырубного ручного и штампа гибочного.
Штамп вырубной "Швенза"
Назначение
Данный штамп ювелирный вырубной (просечной), предназначен для изготовления мелкими и средними партиями деталей простого профиля без отверстий (возможно с отверстиями для штифтовки и отверстием для пружинного крючка), из тонкого листового проката толщиной 0,4 мм. Изготавливаемая деталь – швенза «Бо», она же «ювелирная» швенза, она же «английский замок». Вырубаемая деталь – швенза серьги. 2,2 * 16,7 мм Состоит из пуансона, направляющей (по форме пуансона) и матрицы. Также возможно изготовление ювелирной швензы (другой формы, размера) по образцу, чертежу или эскизу.
Применение
Здесь важны три условия:
Качественный прокат.
Пресс винтовой ручной или пресс реечный.
Штамп вырубной - просечной ювелирный.
Все три условия одинаково сильно влияют на производственный процесс. Данный ювелирный штамп вырубной-просечной применяются в мелкосерийном и среднесерийном производстве, в частныхювелирных мастерских. Что касается заготовки, то материал должен быть достаточно отожжён, чтобы облегчить процесс вырубки. Толщина проката 0,4 мм и ограничена конструкционными особенностями штампа. Однако, не следует использовать совсем мягкие материалы заготовок (чистое золото, чистое серебро), поскольку для качественной вырубки желательна определённая жесткость, приводящая к ровному реза проката в месте разреза без образования облоя на детали. В качестве идеальной термообработки рекомендуем нормализацию ленты в конвейерной печи после прокатки. Это также даст приемлемую износостойкость деталей в составе изделия. В мелкосерийном производстве чаще применяют ручной винтовой пресс или пресс реечный, которые пригодны для выполнения многих операций: вырубки, гибки, глубокой вытяжки и.д. Самая частая причина поломки ручных вырубных штампов - неровная подлежащая поверхность. Таким образом, всегда, располагайте штамп на стальной шлифованной станочным методом жесткой поверхности без перекосов! Штамп обеспечивает точность формообразования заготовок и их свойства для дальнейшей работы. Общее правило выбора оборудования звучит так: учитывать особенности конструкции штампа и технологический комплекс в целом, соизмеряя затраты на его приобретение и содержание с серийностью производства.
Сравнительная характеристика
Конкуренцию вырубному (просечному) штампу швенза серьги в данном случае составляет метод литья по выплавляемым моделям. В частности это касается изготовления деталей, форма которых тяготеет к плоскости. Преимущества штамповки в этой области сводятся к следующему:
возможно применить очень тонкий прокат, следовательно, масса изделия может быть сильно снижена по сравнению с литьём
возможна передача более тонких деталей рельефа по сравнению с литьём
поверхность изделия имеет максимальную плотность; металл не имеет скрытых дефектов и нуждается в минимальной доработке
скорость получения детали штамповкой на несколько порядков выше, чем при отливке
износостойкость проката предсказуема и в несколько раз превышает износостойкость большинства отливок
Что делать, если такого ювелирного штампа, как вы хотите, у нас нет? В этом случае мы можем изготовить штамп на заказ по образцу, чертежу или эскизу.
Штамп гибочный швенза
Назначение
Данный гибочный ювелирный штамп предназначен для изготовления мелкими и средними партиями деталей простого профиля, из тонкой листовой заготовки толщиной 0,4 мм, изготовление детали - швенза «Бо», она же «ювелирная» швенза, она же«английский замок». Гибочная деталь – швенза серьги. 2,2 * 16,7 мм Состоит из гибочного пуансона, плиты гибочного штампа и направляющих колонок. Также возможно изготовление ювелирной швензы (другой формы, размера) по образцу, чертежу или эскизу.
Применение
Здесь важны три условия:
Качественная заготовка.
Пресс винтовой ручной или пресс реечный
Штамп гибочный ювелирный
Все три условия одинаково сильно влияют на производственный процесс. Детали из листового металла (в данном случае швенза серьги), изготовленные при помощи вырубных инструментов, обрабатываются дальше гибочным ювелирным штампом. В пределах зоны гибки деталь подвергается пластическому формоизменению, гибочный пуансон действует на материал как на балку на двух опорах: лист изгибается вверх, опирается на гибочные кромки плиты гибочного штампа и скользит по ним до тех пор, пока верхний пуансон не достигнет своего нижнего положения и не заполнит зазор гибочного штампа, при этом материал с наружной стороны подвергается растяжению, а с внутренней – сжатию. Что касается толщины заготовки, то она ограничена конструкционными особенностями штампа 0,4 мм. В качестве идеальной термообработки рекомендуем нормализацию заготовки в конвейерной печи после вырубки. Это также даст приемлемую износостойкость деталей в составе изделия. В мелкосерийном производстве чаще применяют ручной винтовой пресс или пресс реечный, которые пригодны для выполнения многих операций: вырубки, гибки, глубокой вытяжки и.д. Самая частая причина поломки ручных гибочных штампов - неровная подлежащая поверхность. Таким образом, всегда, располагайте штамп на стальной шлифованной станочным методом жесткой поверхности без перекосов! Штамп обеспечивает точность формообразования заготовок и их свойства для дальнейшей работы. Общее правило выбора оборудования звучит так: учитывать особенности конструкции штампа и технологический комплекс в целом, соизмеряя затраты на его приобретение и содержание с серийностью производства.
Сравнительная характеристика
Конкуренцию гибочному штампу «швенза серьги» в данном случае составляет метод литья по выплавляемым моделям. В частности это касается изготовления деталей, форма которых тяготеет к плоскости. Преимущества штамповки в этой области сводятся к следующему:
возможно применить очень тонкий прокат, следовательно, масса изделия может быть сильно снижена по сравнению с литьём
возможна передача более тонких деталей рельефа по сравнению с литьём
поверхность изделия имеет максимальную плотность; металл не имеет скрытых дефектов и нуждается в минимальной доработке
скорость получения детали штамповкой на несколько порядков выше, чем при отливке
износостойкость проката предсказуема и в несколько раз превышает износостойкость большинства отливок